

" か "

酒母やもろみをかき混ぜること。 舟を操作したり進めるための「櫂」に似た形状の棒で行う。 特に生もと造りでは、少量に分けた酒母の原料を低温化で長時間櫂入れする「山卸」という工程があり、体力も技術も要する難しい工程とされている。
お酒を飲み込んだあと、鼻に抜ける香り。

酒樽のふたを木槌などで割って開封すること。 本来は「(神事や行事で)丸いものを割る」という意味で、お正月に鏡餅を割ることも鏡開きという(「割る」という表現は縁起が悪いため、「開く」と言い換えている)

酒販店で購入した酒を、そのまま店内や店頭の一角で飲むこと。 角打ちが可能な店では多くの場合専用のカウンターかテーブルなどが備え付けてあり、同じく店内で販売している缶詰、乾き物などや簡単な肴をつまみに呑むことができる。 当然ながら、全ての酒販店でできるわけではない。

日本酒を造る際、麹、水とあわせてもろみに投入される米。 全量酒米が使用されるのが一般的な麹米に対して、掛米は安価なうるち米が使用されることもある。

お椀状、もしくはコップ状の容器に注ぎ口がついたもの。 一升瓶などの酒を移して卓上に置かれ、猪口などへ注ぐ役割を担う。 徳利と同じように1、2合程度のものが多いが、上部が大きく開いているため、冷酒や燗酒など適温を保たないといけない酒には向かない。
本来は火入れをしていない、酵母が生きたままの酒を指す。 しかし明確な規定がないため、「酵母由来の炭酸ガスを含むもの」や「通常とは異なる方法・温度で火入れをしたもの」など、本来の意味とは違う商品も存在する。 酵母がまだ生きている場合、瓶内でも発酵が進むため強い炭酸ガスが発生し、開栓する際に噴出す可能性がある。 また、品質も変化しやすいため保存方法や期間に注意が必要。
炭化した物質にさらに1000度前後の高温を加えて、異物吸着能力をアップさせたものが活性炭。 日本酒造りの工程のうち、濾過にこの活性炭を使用する手法を活性炭濾過という。 適量使用することで雑味や微細な滓を取り除き、味や舌触り、透明度を向上させるが、使いすぎると旨みや本来持っているべき色合いまで根こそぎ取り除いてしまう力も持っているため注意が必要。 かつては全国新酒鑑評会などで「無色透明で澄んだ味」が高評価とされていたため、競って味も色もそぎ落とした日本酒が造られていた時期があったが、現在は見直されている。
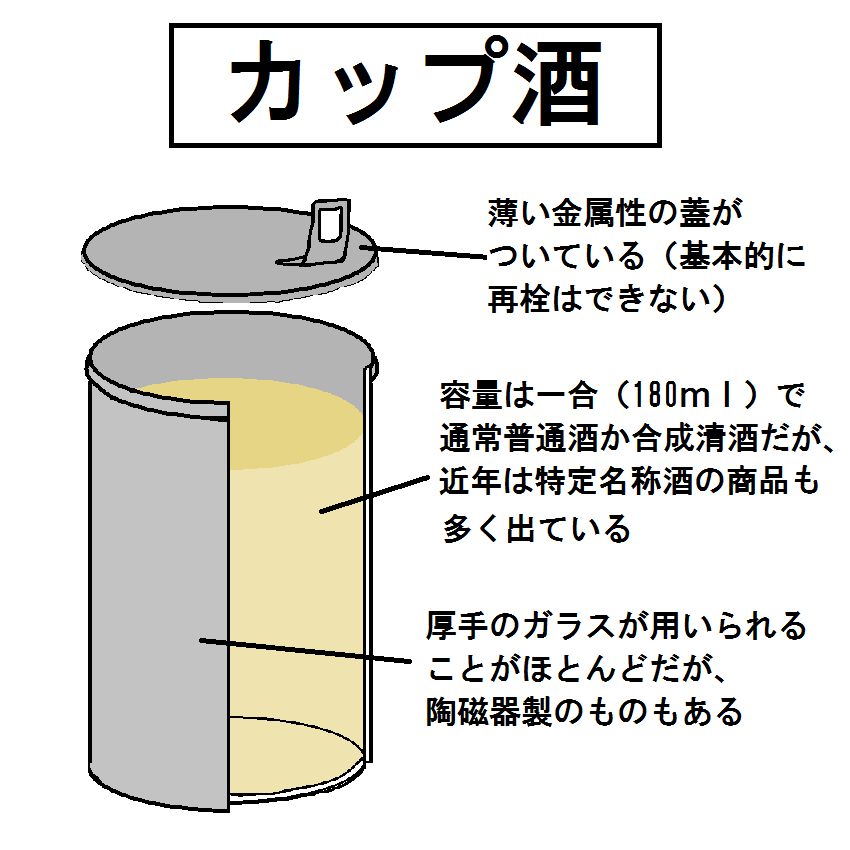
一合分のガラスコップに金属性の蓋をした容器。 合成清酒などの安価な酒の象徴だったが、近年ではキレイにデザインしたカップで特定名称酒を販売する蔵も増えており、おみやげ用、コレクション用として喜ばれている。
17世紀頃から親しまれている伝統芸能のひとつ。 上方と呼ばれていた関西圏で発展し、その後江戸で独自の進化を遂げる。 庶民の娯楽として当時の一般的な生活や文化が取り入れられた演目が多く、日本酒もたびたび登場する。
西暦1185年から1333年の間の期間を指す。 日本酒の歴史においては、幕府が酒造りに規制をかけて製造量を制限しようとしたり、逆に朝廷が酒税をかけようとするなど、政府が酒造をコントロールしようとし始めた時代といえる。

内側に防水加工を施した紙でできた容器。 合成清酒や普通酒など、安価な酒の容器として用いられることが多い。

酒造りに使用されているが、規格的には一般米にカテゴライズされる。 明治時代から使用されている伝説的な酒米であり、五百万石、ササニシキ、コシヒカリなどの交配元となった優秀な交配種でもある。
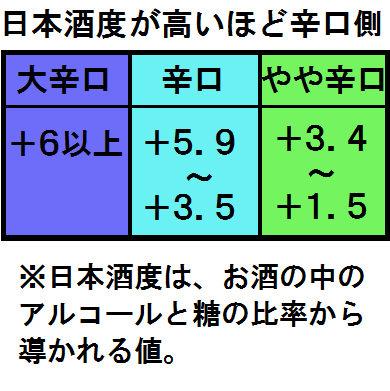
広義では、ドライな味わいに感じること。 日本酒においては、特に日本酒度がプラス側に振れている(比較的ブドウ糖が少なく、アルコールが多い)状態のものを指す。ただし、日本酒度がプラスでも辛口に感じるとは限らないため、厳密には「甘辛度」という指標で判断したほうが近い。

日本酒を、常温以上に温めること。 旨み成分や香りが際立ち、比較的アルコールを強く感じるようになる。 燗をつけることによって味わいがよくなることを「燗上がり」と言い、燗上がりするお酒を「燗映えする」と表現する。逆に、燗をつけることで味わいのバランスが崩れることを「燗崩れ」という。 一度燗をつけたあと冷めてしまったお酒を「燗冷まし」と言い、基本的に味が劣化するとされている。
アルコールなどの体内に入った有害物質を分解する臓器。 通常腹部右上にあり、アルコール分解能力は個人差がある。 アルコール分解以外にも様々な機能がある重要な臓器だが酷使していると変質し、取り返しのつかない病気に発展する可能性もあるため、休肝日を設けるなどして休ませる必要がある。
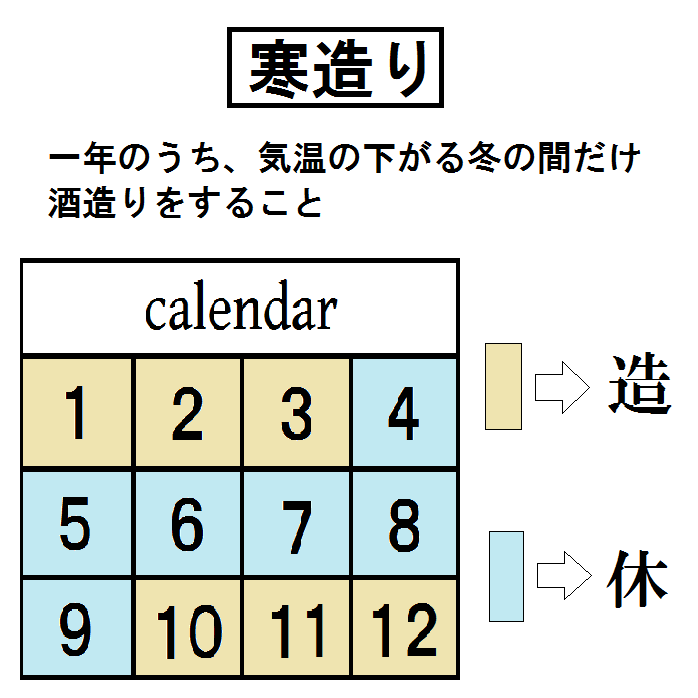
一年のうち、気温の一番低下する時期にだけ酒造りをすること。 おおよそ10月下旬~3月上旬くらいの、日本酒造りに最も適した期間に行われる。 技術やマンパワーを一点集中する、比較的小規模で高品質な酒造りに向いているといえる。 現在でもほとんどの蔵が寒造りを採用しているが、空調設備などの発達で一年中最適な温度を保つことも容易になったため、大手企業などを中心に四季醸造に切り替える蔵も増えている。
" き "

もろみをホースなどで圧搾装置の中へ送り込み、空気圧などで一気に搾る方式。効率が良く時間が短縮できるため、近年では広く導入されている。比較的雑味などが出やすいため、普通酒などレギュラー品に用いられることが多い。

酒を見た目、味、香りなどから評価し、区別すること。 複数のお酒を少しずつ呑んで違いを判断したり、同一の酒を当てるゲームを指すこともある。 日本酒は繊細で複雑な香味を持ち、温度や呑む順番、呑む人の体調などによっても味わいがまったく違って感じられることもあるため、正確に利き分けるには非常に精密な感覚が必要になる。

日本酒造りで使用される麹。 醤油や味噌に使用されるのと同じ麹菌で、焼酎などに使用される白麹、黒麹とは異なる。

通常の日本酒は麹と米と水で造るが、部分的に水の代わりに日本を使用して造られるお酒。 具体的には、三段仕込の最後、「留め添え」の際に使用する水を日本酒に変える場合が多いとされる。 もろみ内のアルコール濃度が一気に上がるため酵母の活動が抑制され、麹が分解した糖が多く残る甘い酒質に仕上がる。 ヤマタノオロチ伝説でスサノオが造らせオロチを酩酊させた「八塩折酒」(八回くりかえし仕込んだ酒といわれている)も、一説ではこの貴醸酒だったのではないかとされている。

酒母作りの際に、外気から天然の乳酸菌を呼び込む「山卸し」などの工程を経る昔ながらの手法。 技術と体力、長い仕込み期間が必要になるが、長期熟成や燗に耐える強い酒質になる。

事業を停止し、休眠状態になること。 休業していた蔵が代替わりするなどし、数十年の時を経て再開することもある。
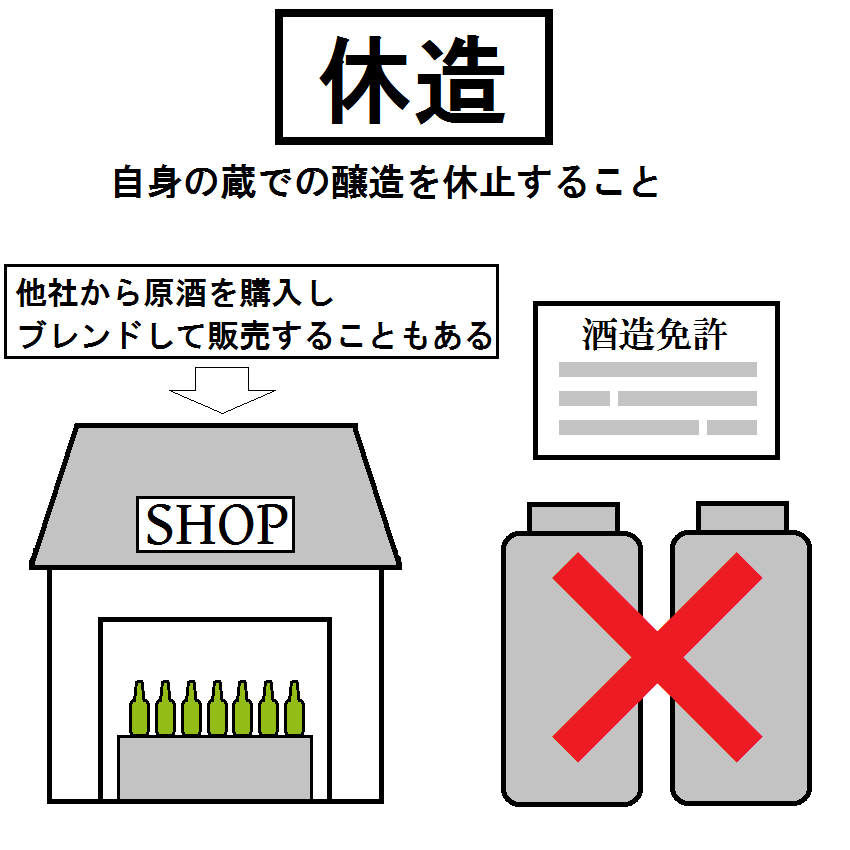
自身の蔵での醸造を停止すること。 休業状態になることも多いが、他の蔵から酒を買い入れ(桶買い)、ブレンドするなどして味を調整して自社の商品として販売するケースもある。

酒類審議会の官能審査によって日本酒を特級・一級・二級(終戦直後までは加えて三級・四級・五級)と等級別に区分する制度。 1940年から1992年まで採用されていた制度で、現在は廃止されている。 高い等級のものほど税率が高くなっており、良質なお酒を求める人から多くの酒税を徴収する仕組みだった。 嗜好品として人それぞれ感じ方の違うはずの酒を一部の鑑査員の感覚で区別することの非合理性や、より良い商品ほど高価になってしまい消費者を限定してしまうことなどから反発を招き、良質な酒でもあえて監査を受けずに「無鑑査」として二級酒で販売する蔵もあった。 現在は廃止され、代わりに特定名称酒と普通酒の合計9種の分類になっている。
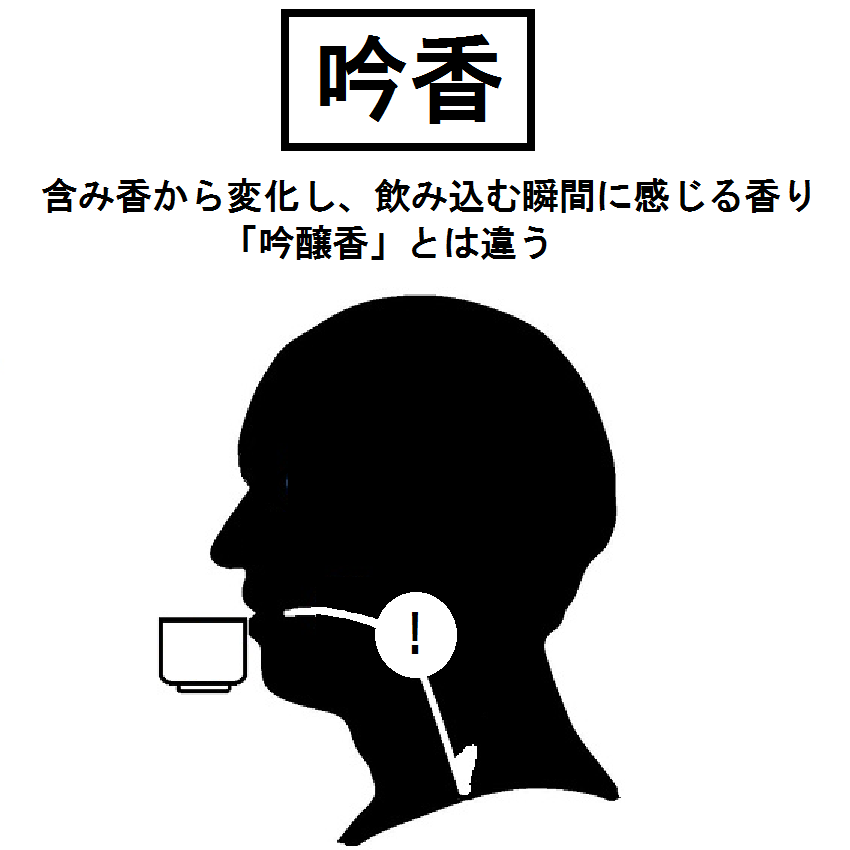
口に含んだお酒を、飲み込む直前の香り。「吟醸香」とは異なる。
吟醸造りをしたお酒が持つ、独特の香り。 低温で栄養価の少ない状況に置かれた酵母が、生存のために自家製造する有機酸が主な香味成分で、種類によってフルーツや花のような香りがする。

特定名称酒のうち、精米歩合が60%以下で吟醸造りで造られているもの。
高精白のため雑味が少なく、また吟醸香と呼ばれる果物や花のような甘い香りが特徴。
大吟醸酒に比べてすっきりした、控えめな香りのものが多く、一部は燗でも楽しめる。
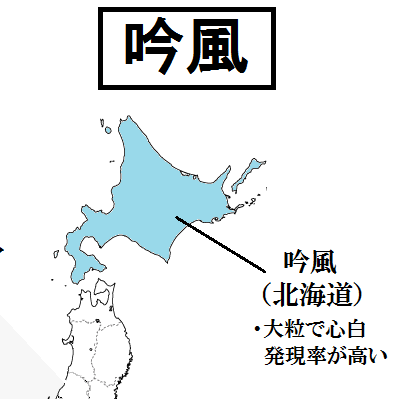
北海道で開発された道産の酒米。 大粒でしっかりとした心白の発現があり、全国区でも戦える実力を持つ。
" く "

やや大きめの猪口のような形状をした器。 「ぐっと掴む」「ぐいっと呑む」などが語源といわれており、猪口などで少しずつ注ぎ呑みするのが面倒なときに活躍する。 猪口より水面が大きくなるので、より香りを楽しみやすくなるが、熱燗や時間をかけてゆっくり呑みたい酒には不向き。

江戸時代、関西方面から江戸へ運ばれた日本酒。江戸中期ごろまでは、一般的に上方(関西)から下ってくる「下り物」は品質が高いものであり、当然酒についても下り物が良質とされた。
人が米を口内で良く噛んで唾液と混ぜ合わせ、それを吐き出したものを元に造られる日本酒。 唾液に含まれる酵素が、麹のかわりにデンプンを糖に分解する。 古くは神事の中で使用され、主に禊を行った若い巫女が噛み役を受け持ったとされている。

しっかりとした壁、柱、屋根をそなえるが居住用ではなく、物品を収容したり作業を行うための建物。 日本酒の世界においては、造りを行う建物のほか、「この蔵の味」などという風に酒造会社そのものを抽象的に指すこともある。 物理的な方の蔵には、それぞれ固有の菌類が住み着いており、人間にはコントロールできない味わいや香りを作り出してくれることから、長年使用している蔵は酒造会社にとってかけがえのない財産といえる。
日本酒の蔵を訪ね、醸造設備や資料などを見学させてもらうこと。 全ての蔵が実施しているわけではないため事前の確認が必須で、予約が必要なケースも多い。 内容は様々だが、蔵によっては実際に造っている途中のもろみを見ることができたり、蔵人や専門のスタッフが解説してくれたり、搾ったばかりのお酒を試飲させてくれるところもある。 醸造期間中に見学する際は、前日から発酵食品(特にヨーグルトや納豆)を食べない、造りの邪魔にならないようにするなどの注意が必要。

蔵に住み着いている、固有の酵母菌。 伝統的な生もと造りにおいては、乳酸菌が他の雑菌を駆逐したあとの酒母に、自然に蔵付酵母が降りてきて増えたものを使用した。そのため、蔵ごとに独特の味わいがあったが、近年では基本的には生もと・山廃もとでも純粋培養した酵母を使うため、意味合いは薄れつつある。

杜氏の指示のもと、様々な専門的な作業をこなして酒を造る技術者。 特に、各作業の責任者となる蔵人は、「頭」「もやし屋」など特有の名称で呼ばれることもある。 伝統的には、冬季だけ酒造作業を行う近隣の住人(特に農業従事者)が多かったが、近年では年間を通じて社員雇用されている蔵人も増えてきている。
酒造会社の代表者。もしくは、その会社そのものを抽象的に指すこともある。 杜氏にコンセプトを伝えて酒を造ってもらい販売する、いわゆるボトラーのような性格の蔵元が多かったが、近年では杜氏制を廃し、蔵元と社員自らが酒造りをする会社も増えてきている。
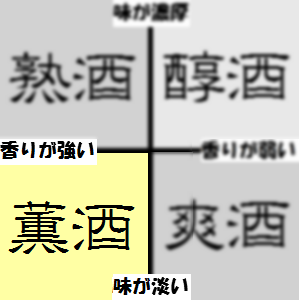
味が薄く、香りが濃厚なお酒。
" け "
蔵元と直接契約した農家に酒米を栽培してもらうこと。 農協を通した取引と違い、蔵元から直接使用したい酒米について注文することができ、イメージする酒造りに適合する原料を得やすい。 また、農家側としても栽培前から販売の約束を取り付けることができるため、メリットが大きいといえる。 ただし、天災などによる不作時には原料確保が難しくなるなど、リスクもある。

お酒を呑めない人、呑むのが嫌いな人。
体質的にお酒が合わない人もいるので、下戸の人に無理に飲酒をすすめてはいけない。
体内の血液中にどれくらいのアルコールが含まれるかを示す数値。 純粋アルコール量/総血液量で求められる。 血中アルコール濃度が高まるにつれて脳の麻痺が進み酩酊が進行するため、酔いの度合いの指標にもなる。 0.01%前後から症状が現れ始め、0.4%を超えると死の危険がある。
食品にコウジカビを発生させ、発酵させたものの総称。日本酒の世界においては、米のデンプンを糖に分解する大切な役割を担っており、麹の良し悪しで日本酒の出来がほぼ決まる、とさえ言われている。 種類としては、味噌や醤油と同じ黄麹が使用される。
" こ "
麹を仕込む際に、少量ずつ木の枠や箱状の入れ物に入れて管理する手法。 非常に手間がかかるが、麹の増殖の進み具合などを細かく管理できるため、品質を高めることができる。

蒸した米に麹菌をふりかけ、増殖させた米。もしくは、それに使用される米を指す。

発酵に関わる菌類のことで、日本酒においては麹菌が作り出した糖を使ってアルコールを発生させる役割を担う。 古来、蔵に住む蔵付酵母を酒母に呼び込むことで発酵を促していたが、明治以降、純粋培養された酵母を添加する手法に切り替わっている。 日本醸造協会で管理している協会酵母や、天然の花から分離した花酵母など、様々な種類の酵母菌が使用されている。

- 強力(ごうりき)
平成に入って復刻された名酒米。 現在は品種本来の力を保持するため、鳥取県以外に出ないように管理されている。
五味がバランスよくそろっている様子。「ゴク味がある」というように使う。

酒米を蒸すための、大きな蒸し器。

長期間の熟成を経た酒。 広義では、搾られたあと醸造年度をまたいだもの全てを指すが、一般的には3年程度以上の熟成期間を経て味わいや香り、色味に変化の現れたものと考えられている場合が多い。
甘味、辛味、苦味、渋味、酸味。 日本酒においては、単に甘い、旨い、というのでなく、この五味のバランスが取れていることが良いお酒の条件といわれている。
有史以前から栽培されてきた米のうち、特に現代一般的に流通している米とは違った特徴を持つものを指すが、明確な定義があるわけではない。 日本酒造りにおいては、黒米や赤米などの「色米」を使用し、天然の色を残した商品などが造られている。

酒造好適米の一種。 1957年に誕生し、現在では全国で作付けされる酒米の過半数を超える、日本で一番ポピュラーな酒米。 使用するとすっきりとした辛口の酒に仕上がるとされており、地酒ブームの口火を切った新潟の「淡麗辛口」な酒質を決定付けたといわれている。 他の米よりも早く実る「早稲」であり、台風シーズン前に収獲できるというメリットがあるが、代わりにスズメなど鳥類による食害を受けやすい品種でもある。